Mais vous pouvez construire un compteur sur une seule puce - un microcontrôleur programmable universel qui comprend une variété de périphériques et est capable de résoudre un très large éventail de problèmes. De nombreux microcontrôleurs disposent d'une zone mémoire spéciale - EEPROM. Les données qui y sont écrites (y compris pendant l'exécution du programme), par exemple le résultat de comptage actuel, sont enregistrées même après la mise hors tension.
Le compteur proposé utilise le microcontrôleur Attiny2313 de la famille AVR d'Almel. L'appareil met en œuvre un comptage inversé, affichant le résultat avec annulation des valeurs insignifiantes
ruche à quadrupler indicateur LED, stockant le résultat dans l'EEPROM lorsque l'alimentation est coupée. Un comparateur analogique intégré au microcontrôleur est utilisé pour détecter en temps opportun une diminution de la tension d'alimentation. Le compteur mémorise le résultat du comptage lorsque l'alimentation est coupée, le rétablit lorsqu'il est allumé et, comme un compteur mécanique, est équipé d'un bouton de réinitialisation.
Le circuit du compteur est représenté sur la figure. Six lignes du port B (РВ2-РВ7) et cinq lignes du port D (PDO, PD1, PD4-PD6) sont utilisées pour organiser l'indication dynamique du résultat du comptage sur l'indicateur LED HL1. Les charges collectrices des phototransistors VT1 et VT2 sont des résistances intégrées au microcontrôleur et activées par un logiciel qui connecte les broches correspondantes du microcontrôleur à son circuit d'alimentation.
Une augmentation du résultat de comptage N de un se produit au moment où la connexion optique entre la diode électroluminescente VD1 et le phototransistor VT1 est interrompue, ce qui crée une différence de niveau croissante à l'entrée INT0 du microcontrôleur. Dans ce cas, le niveau à l'entrée INT1 doit être faible, c'est-à-dire que le phototransistor VT2 doit être éclairé par la diode électroluminescente VD2. Au moment d'un différentiel croissant à l'entrée INT1 et d'un niveau bas à l'entrée INT0, le résultat diminuera de un. Les autres combinaisons de niveaux et leurs différences aux entrées INT0 et INT1 ne modifient pas le résultat du comptage.
Après avoir atteint valeur maximum Le comptage de 9999 continue à partir de zéro. Soustraire un de la valeur zéro donne le résultat 9999. Si le compte à rebours n'est pas nécessaire, vous pouvez exclure la diode électroluminescente VD2 et le phototransistor VT2 du compteur et connecter l'entrée INT1 du microcontrôleur au fil commun. Le nombre ne fera qu’augmenter.
Comme déjà mentionné, le détecteur de diminution de la tension d'alimentation est le comparateur analogique intégré au microcontrôleur. Il compare la tension non stabilisée en sortie du redresseur (pont de diodes VD3) avec la tension stabilisée en sortie du stabilisateur intégré DA1. Le programme vérifie cycliquement l'état du comparateur. Après avoir déconnecté le compteur du réseau, la tension sur le condensateur du filtre redresseur C1 chute et la tension stabilisée reste inchangée pendant un certain temps. Les résistances R2-R4 sont sélectionnées comme suit. que l'état du comparateur dans cette situation est inversé. Après avoir détecté cela, le programme parvient à écrire le résultat du comptage actuel dans l'EEPROM du microcontrôleur avant même qu'il ne cesse de fonctionner en raison d'une coupure de courant. La prochaine fois que vous l'allumerez, le programme lira le numéro écrit dans EERROM et l'affichera sur l'indicateur. Le comptage continuera à partir de cette valeur.
En raison du nombre limité de broches du microcontrôleur, pour connecter le bouton SB1, qui réinitialise le compteur, on a utilisé la broche 13, qui sert d'entrée analogique inverseuse du comparateur (AIM) et en même temps d'entrée « numérique » du PB1. Le diviseur de tension (résistances R4, R5) définit ici le niveau perçu par le microcontrôleur comme étant logique élevé. Lorsque vous appuyez sur le bouton SB1, il deviendra faible. Cela n'affectera pas l'état du comparateur, puisque la tension à l'entrée AIN0 est toujours supérieure à celle à l'entrée AIN1.
Lorsque vous appuyez sur le bouton SB1, le programme affiche un signe moins dans tous les chiffres de l'indicateur et après l'avoir relâché, il commence à compter à partir de zéro. Si vous coupez l'alimentation du compteur pendant que le bouton est enfoncé, le résultat actuel ne sera pas écrit dans l'EEPROM et la valeur qui y est stockée restera la même.
Le programme est conçu de telle manière qu'il peut être facilement adapté à un compteur avec d'autres indicateurs (par exemple, avec des cathodes communes), avec un câblage différent circuit imprimé etc. Une légère correction du programme sera également nécessaire lors de l'utilisation d'un résonateur à quartz à une fréquence qui diffère de plus de 1 MHz de celle spécifiée.
Lorsque la tension source est de 15 V, mesurez la tension aux broches 12 et 13 du panneau du microcontrôleur par rapport au fil commun (broche 10). Le premier doit être compris entre 4 et 4,5 V et le second doit être supérieur à 3,5 V, mais inférieur au premier. Ensuite, la tension source est progressivement réduite. Lorsqu'elle descend à 9... 10 V, la différence des valeurs de tension aux broches 12 et 13 doit devenir nulle puis changer de signe.
Vous pouvez maintenant installer le microcontrôleur programmé dans le panneau, connecter le transformateur et lui appliquer la tension secteur. Après 1,5...2 s, vous devez appuyer sur le bouton SB1. L'indicateur du compteur affichera le chiffre 0. Si rien n'est affiché sur l'indicateur, vérifiez à nouveau les valeurs de tension aux entrées AIN0.AIN1 du microcontrôleur. Le premier doit être supérieur au second.


Une fois le lancement du compteur réussi, il ne reste plus qu'à vérifier l'exactitude du décompte en ombrageant alternativement les phototransistors avec une plaque opaque aux rayons IR. Pour plus de contraste Il est conseillé de recouvrir les indicateurs d'un filtre en verre organique rouge.

De plus, si quelqu'un assemble un compteur sur Atiny2313 sans quartz,
J'ai programmé les fusibles comme ça
Source ASM
Micrologiciel
Dans la pratique des radioamateurs, il est souvent nécessaire d'enrouler/rembobiner divers enroulements de transformateurs, selfs, relais, etc.
Lors du développement de cette machine, les tâches suivantes ont été définies :
1. Petites dimensions.
2. Démarrage en douceur de la broche.
3. Comptez jusqu'à 10 000 tours (9999).
4. Enroulement avec pose automatique du fil. Pas de pose (diamètre du fil) 0,02 - 0,4 mm.
5. Possibilité d'enrouler des enroulements sectionnels sans reconfiguration.
6. Possibilité de fixer et d'enrouler les cadres sans trou central.

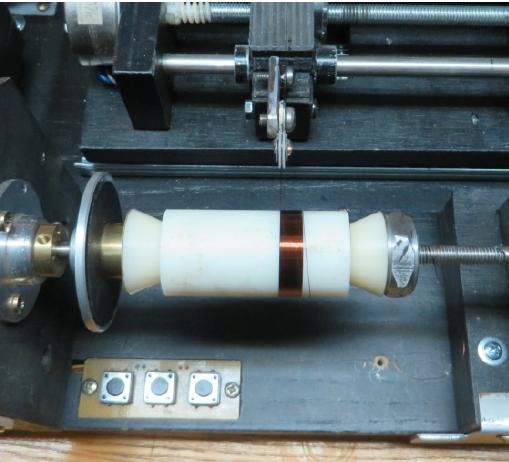
Image 1.
Vue extérieure de la bobineuse.
Composition de la bobineuse.
1. Bobine d'alimentation (bobine de fil).
2. Freinage (mécanisme de freinage).
3. Moteur pas à pas pour le centrage de la canette.
4. Guides de meubles à billes.
5. Obturateur des capteurs optiques du mécanisme de centrage de la bobine.
6. Poignée pour déplacer le positionneur vers une autre section lors de l'enroulement d'enroulements sectionnels.
7. Boutons pour changer manuellement le sens de pose.
8. LED pour le sens de pose.
9. Moteur pas à pas du positionneur.
10. Obturateurs de capteurs de limites d'enroulement optique.
11. Vis de positionnement.
12. Guides de meubles de boule.
13. Bobine d'enroulement.
14. Moteur d'enroulement.
15. Tournez le compteur.
16. Boutons de réglage.
17. Capteur de synchronisation optique.
18. Contrôleur de vitesse.
Dispositif et principe de fonctionnement.
Unité d'alimentation.
L'unité d'alimentation est conçue pour y attacher une bobine de fil de différentes tailles et assurer une tension sur le fil.
Il comprend un mécanisme de fixation de bobine et un mécanisme de freinage d'arbre.

Figure 2.
Unité d'alimentation.
Freinage.
Sans freiner la bobine d'alimentation, l'enroulement du fil sur les cadres sera lâche et un enroulement de haute qualité ne fonctionnera pas. Le ruban feutre « 2 » ralentit le tambour « 1 ». Tourner le levier « 3 » resserre le ressort « 4 » - ajustant la force de freinage. Pour différentes épaisseurs de fil, son propre freinage est ajusté. Des pièces de magnétoscope disponibles dans le commerce sont utilisées ici.

Figure 3.
Mécanisme de freinage.
Centrage de la canette.
Les petites dimensions de la machine et l'emplacement à proximité immédiate de la bobine d'enroulement et de la bobine d'alimentation en fil ont nécessité l'introduction d'un mécanisme supplémentaire de centrage de la bobine d'alimentation.


Graphiques 4, 5.
Mécanisme de centrage.
Lors de l'enroulement de la bobine, le fil de la bobine agit sur le rideau « 5 », réalisé en forme de « fourchette » et moteur pas à pas"3", grâce à une boîte de vitesses avec division 6 et une courroie crantée, le long des guides à rouleaux "4", déplace automatiquement la canette dans la direction souhaitée.
Ainsi, le fil est toujours au centre, voir Fig. 4, Fig. 5 :

Graphique 6.
Capteurs, vue arrière.
Composition et conception des capteurs.
19. Capteurs optiques pour le mécanisme de centrage de la canette.
5. Un rideau recouvrant les capteurs du mécanisme de centrage de la bobine.
20. Rideaux recouvrant les capteurs de commutation de direction du positionneur.
21. Capteurs optiques pour changer la direction du positionneur.
Positionneur.
Rideaux « 20 » fig. 6 - la limite d'enroulement est réglée. Le moteur pas à pas déplace le mécanisme de l'empileur jusqu'à ce que le rideau bloque l'un des capteurs « 21 » fig. 6, après quoi le sens de pose change.
Vous pouvez à tout moment modifier le sens de pose à l'aide des boutons « 1 » fig. 7.

Graphique 7.
Empileur.
Vitesse de rotation du moteur pas à pas « 9 » fig. 7, synchronisé à l'aide des capteurs « 10 », « 11 » Fig. 8, avec la rotation de la bobine enroulée et dépend du diamètre du fil réglé dans le menu. Le diamètre du fil peut être réglé entre 0,02 et 0,4 mm. A l'aide du bouton « 8 » fig. 7, vous pouvez déplacer l'ensemble du positionneur sur le côté sans modifier les limites d'enroulement. De cette manière, il est possible d'enrouler une autre section dans des cadres multi-sections.

Figure 8.
Optocapteur.
Composition du positionneur et de l'opto-capteur (Fig. 7-8).
1. Boutons pour changer manuellement le sens de pose.
2. LED pour le sens de pose.
3. Rideaux recouvrant les capteurs de commutation de sens du positionneur.
4. Roulement linéaire.
5. Écrou de Caprolon.
6. Vis mère. Diamètre 8 mm, pas de filetage 1,25 mm.
7. Guides de meubles de boule.
8. Poignée pour déplacer le positionneur vers une autre section lors de l'enroulement d'enroulements sectionnels.
9. Moteur pas à pas.
10. Capteur de synchronisation optique.
11. Disque recouvrant le capteur de synchronisation. 18 emplacements.
Nœud de réception.

Graphique 9.
Nœud de réception.


Graphiques 10, 11.
Nœud de réception.
1. Tournez le compteur.
2. Moteur à grande vitesse du collecteur.
3. Réducteur.
4. Bouton « Remise à zéro du compteur ».
5. Réglage de la vitesse.
6. Interrupteur « Démarrer le bobinage ».
7. Fixation du moulinet.
La rotation de la bobine enroulée est produite par un moteur à collecteur à grande vitesse via une boîte de vitesses.
La boîte de vitesses se compose de trois vitesses avec un pas total de 18. Cela fournit le couple nécessaire à basse vitesse.
La vitesse du moteur est ajustée en modifiant la tension d'alimentation.

Graphiques 12, 13.
Fixation d'un cadre avec un trou.
La conception de l'unité de réception vous permet de fixer à la fois des cadres avec un trou central et des cadres sans de tels trous, ce qui est clairement visible sur les figures.


Graphiques 14, 15.
Fixation d'un cadre sans trou.
Schéma électrique.

Graphique 16.
Circuit électrique de la bobineuse.
Tous les processus de la machine sont contrôlés par un microcontrôleur PIC16F877.
L'indication du nombre de tours et du diamètre du fil est affichée sur un indicateur LED à quatre chiffres. Lorsque vous appuyez sur le bouton « D », le diamètre du fil est affiché ; lorsqu'il est enfoncé, le nombre de tours est affiché.
Pour modifier le diamètre du fil, appuyez sur le bouton « D » et utilisez les boutons « + », « - » pour modifier la valeur. La valeur définie est automatiquement enregistrée dans l'EEPROM. Bouton « Zéro » - réinitialise le compteur. Le connecteur « ISCP » est utilisé pour programmer le microcontrôleur.
P.S. Il n'y a pas de dessins mécaniques car l'appareil a été fabriqué en un seul exemplaire et la conception a été formée au cours du processus d'assemblage.
Dans cette conception, des éléments et assemblages démontés (non marqués) provenant de magnétoscopes et d'imprimantes ont été utilisés.
En aucun cas, je n'insiste sur la répétition exacte de cette conception, mais uniquement sur l'utilisation de ses nœuds dans mes conceptions.
Répétition de cet appareiléventuellement par des radioamateurs expérimentés qui possèdent des compétences en mécanique et sont capables de modifier la conception pour l'adapter à leurs pièces mécaniques existantes.
La partie mécanique peut donc être réalisée différemment.
Les boîtes de vitesses des moteurs peuvent avoir une division différente.
Éléments critiques :
Pour que le programme fonctionne correctement, un certain nombre de conditions doivent être remplies, à savoir :
Le capteur optique « 17 » fig. 1., peut être d'une conception différente, mais doit avoir 18 trous.
La vis du positionneur doit avoir un pas de 1,25 mm - il s'agit d'un pas standard pour une vis d'un diamètre de 8 mm.
Moteur pas à pas du positionneur 48 pas/tour, 7,5 degrés/pas - ce sont les moteurs les plus courants dans les équipements de bureau.
Vidéo de démonstration de la machine :
Ci-dessous, dans la pièce jointe (dans les archives), tous les fichiers et matériaux nécessaires à l'assemblage de la bobineuse sont rassemblés.
Si quelqu'un a des questions concernant l'assemblage et la configuration, veuillez les poser sur le forum. J'essaierai de répondre et d'aider si possible.
Je vous souhaite à tous bonne chance dans votre créativité et tout le meilleur !
Archive "Bobineuse"
Et je n’ai pensé à rien jusqu’à ce qu’un simple appareil de comptage attire mon attention. Il ne fait aucun doute qu'il devrait être adapté pour compter le nombre de tours de fil enroulés sur les bobines du transformateur, car il n'y a pas de plus grand plaisir que de penser à autre chose tout en faisant une chose. Est-il possible qu'être dans un état de concentration totale (semblable à transe) et en même temps le tambourin compte les tours, est-ce possible ? Et ce n’est pas difficile de s’adapter. En plus de trouver la même chose ou quelque chose de similaire. Il existe désormais de nombreux compteurs différents, et même un compteur défectueux fera l'affaire. De plus, au début, vous devez le « vider » soigneusement, en vous rappelant les positions relatives des pièces (ou mieux encore, tout photographier) et jeter tout ce qui est inutile.
Ainsi, du contenu interne, nous laissons les roues numériques, les engrenages, les axes pour leur montage et les supports d'essieux, que nous assemblons « sur place » (tels qu'ils se trouvaient avant le démontage). Il est conseillé de coller les axes dans la crémaillère gauche. Sur des roues numériques, à côté trou central Il en existe un autre - un d'assemblage, avec lequel la roue est posée sur une goupille (un fil lisse et élastique qui est retiré avant d'installer le capuchon). Sans cet assistant, rien ne fonctionnera. Parallèlement, avant de fixer la deuxième crémaillère, n'oubliez pas de mettre une courroie en caoutchouc (de préférence plate) d'une longueur adaptée sur la roue motrice.

Dans la partie inférieure et dans le capuchon, au centre, nous réalisons des trous traversants (par exemple 3 mm de diamètre) pour les fixer davantage avec une vis et un écrou. Cela est nécessaire, car pendant le fonctionnement, il y aura des vibrations de la structure, au cours desquelles tout ce que nous avons assemblé s'effondrera constamment (vérifié). De plus, une coupe est faite dans le capuchon avec une largeur légèrement inférieure (pour que la courroie ne s'envole pas) de la roue numérique motrice et une longueur sur tout le capuchon. Un ou deux trous supplémentaires dans la paroi latérale du capuchon ne seront pas superflus ; ils seront utiles lors de son installation, car dans ce cas, vous devez insérer les fentes supérieures des racks dans les rainures correspondantes (d'ailleurs, gauche et droite des tailles différentes– à ne pas confondre) à l’intérieur du capuchon. Utilisez un tournevis pour le guider à travers eux. Dans la partie inférieure, vous devez prévoir quelques trous pour fixer l'ensemble de la structure déjà assemblée au dispositif d'enroulement à l'aide de vis ou de vis.

Comment et où fixer le compteur assemblé au dispositif d'enroulement - liberté de créativité totale. Mais leur connexion de travail est la suivante :

Une poulie (c'est l'idéal) ou une douille en plastique souple d'un diamètre intérieur légèrement inférieur à 6 mm (pour s'adapter sous tension) et d'un diamètre extérieur auquel un tour de l'arbre d'entraînement correspondra à un tour du compteur une roue numérique d'entraînement est installée sur l'arbre d'entraînement du dispositif d'enroulement. L'option la plus simple consiste à enrouler un ruban adhésif étroit d'une épaisseur suffisante (disons, jusqu'à un diamètre de 20 mm) sur un polychlorure de vinyle approprié ou un tube en plastique épais de 10 mm de long (disons, du ruban électrique, mais pire) et à commencer la mise en place, si nécessaire, dérouler ou rembobiner le ruban jusqu'à l'épaisseur optimale.

Bref, on atteint le rapport du rapport de démultiplication Un par un. Sans particulièrement insister, j'ai réussi à faire une erreur de +1 tour tous les 150 tours de l'arbre du dispositif d'enroulement. Eh bien, une erreur connue exclut complètement un résultat de travail insatisfaisant. Désormais, tout en travaillant, vous pouvez rêver, chanter des chansons et, si nécessaire, repousser adéquatement les attaques des autres membres de la famille. Avec mes vœux de réussite, Bébé.
Discutez de l'article COMPTEUR DE TOUR
Il se trouve que j'ai eu envie d'enrouler le transformateur, tout irait bien, mais je n'avais tout simplement pas assez de machine - c'est là que tout a commencé ! Une recherche sur Internet a donné quelques résultats options possibles construction de machines-outils, mais ce qui m'a dérouté, c'est que le comptage des tours se fait encore une fois avec un compteur mécanique extrait d'un compteur de vitesse ou d'un vieux magnétophone, ainsi que des interrupteurs à lames avec des calculatrices. Hum…. Je n’avais absolument pas besoin de mécanique, en terme de compteur, je n’ai pas de compteur de vitesse à démonter, et je n’ai pas non plus de calculateur supplémentaire. Oui, et comme l'a dit le camarade. Seréga de RadioKat : " De bons ingénieurs électroniciens, souvent de mauvais mécaniciens! Je ne suis peut-être pas le meilleur ingénieur en électronique, mais je suis certainement un mauvais mécanicien.
J'ai donc décidé de gâcher compteur électronique, et confier le développement de toute la partie mécanique de l'appareil à la famille (heureusement, mon père et mon frère sont des as en mécanique).
Après avoir évalué un endroit à un autre, j'ai décidé que 4 chiffres d'indicateurs me suffiraient - ce n'est pas beaucoup - pas un peu, mais 10 000 tours. Tout le désordre sera contrôlé par un contrôleur, mais il m'a semblé que mes ATtiny2313 et ATmega8 préférés n'étaient absolument pas comme il faut pour les insérer dans un appareil aussi sans valeur, la tâche est simple et elle doit être résolue simplement. Par conséquent, nous utiliserons ATtiny13 - probablement le MK le plus "mort" en vente aujourd'hui (je ne prends pas de PIC ou de MCS-51 - je ne peux que les programmer, mais je ne sais pas comment écrire des programmes pour eux) . Cette petite fille n'a pas assez de jambes, alors personne ne nous empêche de lui attacher des registres à décalage ! J'ai décidé d'utiliser un capteur à effet Hall comme capteur de vitesse.
J'ai dessiné un schéma :
Je n'ai pas mentionné les boutons tout de suite, mais où en serions-nous sans eux ? Jusqu'à 4 pièces en plus de la réinitialisation (S1).
S2 - active le mode enroulement (le mode est défini par défaut) - à chaque tour de l'axe avec la bobine, la valeur du nombre de tours augmentera de 1
S3 - mode de remontage, respectivement, à chaque tour, la valeur diminuera de 1. Vous pouvez enrouler le maximum jusqu'à "0" - il ne s'enroulera pas jusqu'à moins :)
S4 - lecture des informations stockées dans l'EEPROM.
S5 - écriture de la valeur actuelle + mode dans l'EEPROM.
Naturellement, il ne faut pas oublier d'appuyer sur le bouton de remontage si l'on veut enrouler les tours, sinon ils s'aplatiront. Il était possible d'installer 3 capteurs à effet Hall ou un valcoder au lieu de 1 et de modifier le programme du contrôleur pour qu'il choisisse lui-même le sens de rotation, mais je pense que dans ce cas cela n'est pas nécessaire.
Maintenant, pas grand-chose selon le schéma :
Comme vous pouvez le constater, il n’y a rien de surnaturel là-dedans. Toute cette honte est alimentée en 5V, le courant consomme quelque chose de l'ordre de 85mA.
A partir du capteur à effet Hall TLE4905L (vous pouvez essayer d'en brancher un autre, j'ai choisi sur la base du principe « ce qui est le moins cher et disponible »), le signal est envoyé au contrôleur, une interruption est générée et la valeur actuelle change en fonction de le mode sélectionné. Le contrôleur envoie des informations aux registres à décalage, à partir desquels elles sont à leur tour envoyées aux indicateurs à sept segments ou au clavier. J'ai utilisé des anodes à sept segments avec une cathode commune, j'en ai tout de suite eu un quatuor dans un cas, mais personne ne dérange ceux qui veulent visser 2 anodes doubles ou 4 simples anodes connectées en parallèle. Le point sur les indicateurs n'est pas utilisé ; par conséquent, la broche H (dp) est suspendue en l'air. Les indicateurs fonctionnent en mode dynamique, donc la résistance dans R3-R9 est inférieure à la valeur calculée. Les pilotes pour indicateurs sont assemblés sur les transistors VT1-VT4. Il était possible d'utiliser des microcircuits spécialisés comme l'ULN2803, mais j'ai opté pour des transistors, pour la simple raison que je les avais accumulés - "comme de la saleté", certains d'entre eux sont plus vieux que moi.
Boutons S2-S4 - un clavier à la matricielle. Les "sorties" des boutons sont suspendues aux mêmes conducteurs que les entrées des registres, le fait est qu'après l'envoi des données du contrôleur aux registres, il peut y avoir un signal de n'importe quel niveau aux entrées SHcp et Ds, et ce ne sera pas le cas. affecter de quelque manière que ce soit le contenu des registres. Les « entrées » des boutons sont suspendues aux sorties des registres, le transfert d'informations s'effectue approximativement comme suit : d'abord, le contrôleur envoie des informations aux registres pour un transfert ultérieur aux indicateurs, puis envoie des informations pour scanner les boutons. Les résistances R14-R15 sont nécessaires pour éviter les « combats » entre les pattes des registres/contrôleurs. L'envoi d'informations à l'écran et la numérisation du clavier se font à haute fréquence (le générateur interne du Tini13 est réglé sur 9,6 MHz), en conséquence, quelle que soit la rapidité avec laquelle nous essayons d'appuyer et de relâcher le bouton, pendant le temps d'appui sur ce bouton il y aura de nombreuses opérations et, par conséquent, le zéro du bouton se dirigera vers celui de la réunion du contrôleur. Eh bien, une chose aussi désagréable que le cliquetis des contacts des boutons.
À l'aide des résistances R16-R17, nous tirons notre clavier vers l'alimentation +, de sorte que pendant le temps d'inactivité, un état 1 et non Z vienne des sorties du clavier vers les entrées du contrôleur, ce qui conduirait à des faux positifs. Il était possible de se passer de ces résistances ; il y a suffisamment de résistances pull-up internes dans le MK, mais je n'ai pas pu me résoudre à les retirer - Dieu protège les prudents.
D'après le schéma, cela semble être tout ; pour ceux que cela intéresse, je fournis une liste de composants. Permettez-moi tout de suite de faire une réserve sur le fait que les dénominations peuvent différer dans un sens ou dans l'autre.
IC1 est un microcontrôleur ATtiny13, peut être utilisé avec la lettre V. Le brochage de la version SOIC est le même que dans le schéma. Si quelqu'un souhaite utiliser QFN/MLF dans ce cas, la fiche technique sera entre ses mains.
IC2-IC3 - Registres à décalage 8 bits avec un verrou en sortie - 74HC595, sur la maquette que j'ai utilisée dans les packages DIP sur la carte dans l'appareil fini en SOIC. Le brochage est le même.
IC4 est un capteur Hall unipolaire numérique TLE4905L. Le câblage selon la fiche technique est R2 - 1k2, C2-C3 par 4n7. Lors de l'installation du capteur sur la machine, vérifiez de quel côté de l'aimant il répond.
C1, C4 et C5 sont des condensateurs de filtrage d'alimentation, j'en ai installé 100n chacun, ils doivent être installés au plus près des broches d'alimentation des microcircuits.
R1 - avec une résistance, nous tirons la patte de réinitialisation vers l'alimentation, 300 Ohm - et ainsi de suite. Je parie 1k.
R3-R9 - résistances de limitation de courant pour indicateurs. 33 Ohm - 100 Ohm, plus la résistance est élevée, plus la lumière sera faible.
R10-R13 - limite le courant dans les circuits de base du transistor. Sur la planche à pain, il y avait 510 Ohms, et j'ai vissé 430 Ohms dans la planche.
VT1-VT4 - KT315 avec n'importe quelle lettre, peut être remplacé par KT3102, KT503 et analogues.
R14-R15, comme écrit ci-dessus, pour éviter les « combats », je pense que vous pouvez le régler à partir de 1k et plus, mais ne l'augmentez pas au-dessus de 4k7. Avec R16-R17 égal à 300 Ohm, résistance totale les résistances connectées en série ne doivent pas dépasser 5k ; lors de mes expériences, avec une résistance croissante au-dessus de 5k, de fausses activations de boutons sont apparues.
Après avoir vérifié le fonctionnement du compteur sur la maquette, il est temps d'assembler le matériel en un « appareil complet ».
J'ai disposé la carte en SL, et elle n'a probablement pas été disposée de manière optimale - je l'ai ajustée pour l'adapter aux pièces existantes, j'étais trop paresseux pour aller au marché pour en acheter d'autres. En général, je l'ai étalé, imprimé sur film Lomond transparent simple face pour le noir et blanc imprimantes laser. Tiré en négatif, en 2 exemplaires. Négatif - parce que j'allais fabriquer le PP en utilisant un film photorésistant, et il est à son tour NÉGATIF. Et en 2 exemplaires - de sorte qu'une fois combinés, vous obteniez la couche de toner la plus opaque. Je n'ai pas non plus envie d'une bombe aérosol TRANSPARENT 21
acheter.
Nous combinons les photomasques en les exposant « à la lumière » pour que les trous s'alignent parfaitement et les fixons avec une agrafeuse ordinaire - cette procédure doit être abordée de manière responsable, la qualité du futur panneau en dépend en grande partie.
Nous devons maintenant préparer le PCB en aluminium. Certaines personnes le frottent avec du papier de verre fin, d'autres avec une gomme, mais dernièrement je préfère les options suivantes :
1. Si le cuivre n'est pas trop sale d'oxydes, essuyez-le simplement avec un coton-tige imbibé d'ammoniaque - oh, les ordures puantes, je vous le dis, je n'aime pas cette activité, mais c'est rapide. Idéalement, le cuivre ne brillera pas après cela, mais l'alcool éliminera les oxydes et la planche sera gravée.
2. Si le cuivre est assez sale, je le polis avec une meule en feutre. Je l'accroche à la perceuse et voilà. Il n'est pas nécessaire d'être particulièrement zélé ici, je n'utilise pas de pâte GOI pour la gravure ultérieure, seul un cercle de feutre suffit. Rapide et efficace.
En général, nous l'avons préparé - je ne peux pas poster de photo, l'infection brille comme un miroir et rien n'est visible sur la photo, je suis aussi un mauvais photographe.
Bon, d'accord, alors nous allons rouler la résine photosensible.
Je dois admettre que ma résine photosensible a dépassé sa date de péremption et que le chien refuse de coller à la planche, je dois donc d'abord réchauffer la planche. Je le chauffe avec un sèche-cheveux, mais vous pouvez aussi utiliser un fer à repasser. Ce serait bien, bien sûr, d'avoir une plastifieuse à ces fins, mais :
- la pâte, je suis désolé pour lui maintenant
- quand la pâte ne me dérangeait pas, j'étais juste bêtement paresseux :)
Nous roulons la résine photosensible sur la planche chaude, en n'oubliant pas de la retirer film protecteur. Nous essayons de le faire aussi soigneusement que possible afin qu'il n'y ait pas de bulles d'air entre la planche et la résine photosensible. Les combattre plus tard est une autre affaire. Si des bulles apparaissent, je les perce avec une aiguille.
Vous pouvez rouler sous n'importe quel éclairage et ne pas vous lancer dans des conneries, en vous souvenant des photographes amateurs, l'essentiel dans notre métier est l'absence de soleil et d'autres sources de rayonnement ultraviolet.
Après le moletage, je chauffe la planche avec un fer chaud à travers un journal, cela guérit les bulles perforées et la résine photosensible adhère fermement.
Ensuite, nous mettons le modèle sur le tableau, ici le tableau est double face, donc le modèle sera des deux côtés du tableau. On place ce « sandwich » sur une feuille de plexiglas et on le presse avec la deuxième feuille dessus. 2 feuilles sont nécessaires pour qu'après avoir exposé une face, vous puissiez retourner délicatement la planche sans déplacer le photomasque.
Allumons-le de l'autre côté. J'utilise cette lampe :
J'éclaire à une distance d'environ 150 mm pendant 7 minutes (la distance et le temps sont sélectionnés expérimentalement).
Ensuite, préparez une solution alcaline faible - une cuillère à café de carbonate de sodium pour un demi-litre d'eau. La température de l'eau n'a pas d'importance. Remuer jusqu'à ce que tout le soda se dissolve. Cette solution n'est pas dangereuse pour vos mains ; elle ressemble à de l'eau savonneuse au toucher.
Nous retirons le film protecteur de notre planche et le jetons dans la solution, après quoi nous commençons activement à le frotter avec une brosse - mais n'appuyons pas trop fort pour ne pas arracher les traces. Vous pouvez, bien sûr, ne pas le frotter, mais il existe alors une option pour laver la résine photosensible :
- pendant longtemps
- tout sera emporté
mais ni l'un ni l'autre ne nous conviennent, donc trois.
on obtient quelque chose de similaire :
Nous rinçons la planche avec de l'eau, ne versons pas la solution - nous en aurons besoin plus tard. Si lors de l'élaboration de la planche certaines traces se sont décollées ou des bulles d'air ont abîmé les traces, il faudra retoucher ces endroits avec du vernis tsapon ou un marqueur spécial. Ensuite, nous gravons la planche. J'utilise du chlorure ferrique.
Après la gravure, nous rinçons à nouveau la planche avec de l'eau et la remettons dans la solution alcaline pour éliminer la résine photosensible qui n'est plus nécessaire. Une heure suffit.
Ensuite, nous nous amusons. Pour les petits circuits imprimés ou ceux très bijoux, j'utilise de l'alliage Rose ; pour les circuits imprimés, j'étale simplement l'étain sur la carte avec un fer à souder à pointe plate. Dans ce cas, il est logique d'enduire la planche de flux ; j'utilise de la colophane à l'alcool ordinaire.
Il peut sembler à certains que les chemins ne sont pas sortis très lisses - les chemins sont sortis lisses :) c'est le coût de la méthode d'étamage avec un fer à souder, l'étain ne repose pas uniformément.
Dans la version finale, il n'y a pas de bouton de réinitialisation - eh bien, je n'avais nulle part où le coller sur la carte, donc il n'y a pas assez d'espace, et si le MK se bloque, je couperai l'alimentation et je le rallumerai. Une diode est également apparue dans le circuit d'alimentation - protection contre l'inversion de polarité. Quant au reste des pièces, j'ai utilisé uniquement celles qui étaient sous la main, c'est pourquoi il existe à la fois des boîtiers SMD et des boîtiers standards.
Nous attachons un capteur à la partie fixe de la machine et installons un aimant sur l'axe de rotation de manière à ce qu'il passe à 3 à 5 mm du capteur lors de la rotation. Eh bien, utilisons-le :)
C'est tout à fait sûr maintenant, merci à tous pour votre attention, et camarades GP1 Et Avréal pour l'aide au développement.
Pour tous les radioamateurs ou passionnés intéressés par les équipements de reproduction sonore, une bobineuse est un équipement extrêmement apprécié. De tels dispositifs sont utilisés pour enrouler des bobines cylindriques monocouches et multicouches pour transformateurs.
Dans cet article, nous étudierons la conception et le principe de fonctionnement de la bobineuse, et considérerons également instructions étape par étape, après quoi vous pouvez fabriquer un tel équipement de vos propres mains.
1 Conception et principe de fonctionnement
La bobineuse est indispensable dans la fabrication de produits similaires. Il existe deux types de telles unités - automatiques et manuelles, alors que ces dernières ne sont pratiquement pas courantes dans le secteur industriel en raison de leurs fonctionnalités limitées.
Cependant, les dimensions hors tout, le poids élevé et le coût des enrouleurs automatiques les rendent inapplicables dans la vie de tous les jours, il est donc préférable d'acquérir une machine manuelle pour votre maison. La conception standard d'un tel appareil se compose des éléments suivants :
- un cadre porteur constitué de deux poteaux verticaux en métal ou en bois, entre lesquels sont fixés des axes horizontaux (sur le poteau central - pour les plaques à roue, sur l'extérieur - pour la bobine elle-même) ;
- grands et petits engrenages qui transmettent le couple au moulinet ;
- une poignée fixée sur un grand engrenage, à travers laquelle tourne l'axe avec le moulinet ;
- éléments de fixation - vis et écrous.
![]()
Le principe de fonctionnement d'un tel dispositif est extrêmement simple : la rotation de la poignée entraîne l'enroulement d'un fil ou d'un câble sur un châssis rotatif ; le guide de l'empileur, qui déplace le fil dans un plan horizontal, est responsable de l'uniformité de l'enroulement.
Le contrôle du nombre de tours peut être effectué à la fois visuellement et à l'aide de compteurs spéciaux, dont le plus simple est un compteur kilométrique de vélo ordinaire. Dans les machines plus avancées, un capteur Reed magnétique spécial est utilisé comme compteur.
1.1 Machines à magasins
Parmi les unités de bobinage industrielles, la machine à enrouler les câbles SRN-05M3 est très populaire. Ce modèle a été mis en service à l'époque de l'URSS et a depuis lors fait ses preuves grâce à sa grande fiabilité et ses performances. Sur le marché secondaire, le SRN-05M3 peut être trouvé pour 15 000 à 20 000 roubles.

SRN-05M3 est en fonte, le poids de l'équipement est de 80 kg, les dimensions sont de 877 * 840 * 142 cm. La machine vous permet d'enrouler des bobines monocouches, doubles et toroïdales en mode de pose automatique. Le diamètre minimum du câble est de 0,05 mm, le maximum est de 0,5 mm. L'unité est équipée d'un moteur électrique monophasé de type UL-62 dont la puissance est de 0,18 kW. La vitesse de rotation la plus élevée lors du bobinage est de 5 100 tr/min.

Pour usage domestique meilleur choix il y aura une machine manuelle NZ-1 (Chine). Malgré le pays d'origine, le NZ-1 est un équipement assez fiable et fonctionnel. L'unité est conçue pour enrouler des bobines d'un diamètre allant jusqu'à 150 mm, avec une largeur maximale de 100 mm maximum. Le rapport de démultiplication est de 1:08 po Mode rapide remontage et 1:0,1 en lente. Vitesse maximum- pas plus de 1000 tr/min.
Le NZ-1 est équipé d'un compteur de fil de type mécanique. Le corps est en métal, le cadre de support est en fonte. La machine est équipée d'une poulie, qui permet d'y connecter un moteur électrique via un entraînement par courroie et de travailler en mode automatique. Le coût d'un tel équipement varie entre 4 000 et 5 000 roubles.
1.2 Bobineuse faite maison (vidéo)
2 Fabriquer une bobineuse de vos propres mains
Présenté dans cette section article, la machine à enrouler les câbles vous permet de travailler avec des bobines sur un cadre carré, rond et rectangulaire avec une diagonale allant jusqu'à 200 mm ; elle peut être équipée de différentes poulies, ce qui vous permettra de modifier le pas d'enroulement dans une plage de 0,3 à 3,2 ; mm.

Le schéma ci-dessous montre le châssis de la machine. Pour assembler le cadre, des tôles d'épaisseur 15 mm (pour la base) et 5 mm (pour les parties latérales) sont utilisées. Économiser sur l'épaisseur du métal n'est pas le bienvenu, car cela entraîne une diminution du poids de l'ensemble et, par conséquent, une détérioration de sa stabilité.
Il faudra découper les flans du cadre (les dimensions sont respectées) et y percer deux trous traversants, puis les côtés sont soudés à la platine. Vous devez monter 2 roulements dans le trou inférieur et des bagues pour l'arbre de rotation dans le trou supérieur.

Comme fût, vous pouvez utiliser une barre de renfort lisse de 12 mm, qui doit d'abord être poncée et peinte. Pour le manchon empileur, vous pouvez prendre une tige d'un diamètre de 10 mm, sur toute la longueur de laquelle est coupé un filetage au standard M12*1,0.
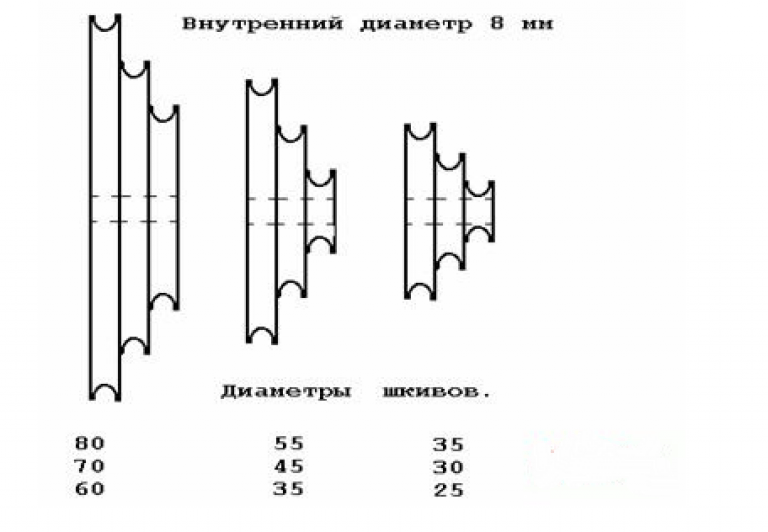
Il est préférable de réaliser des poulies triples, mais gardez à l'esprit que leur épaisseur totale ne doit pas dépasser 20 mm. Avec une plus grande épaisseur, il sera nécessaire d'augmenter en outre la longueur des arbres d'une taille similaire. La combinaison de poulies indiquée sur le schéma permet l'utilisation de 54 pas d'enroulement différents. Si vous devez travailler avec des fils d'un diamètre inférieur à 0,31 mm, vous aurez besoin d'une poulie supplémentaire de 12/16/20 mm, avec laquelle vous pourrez enrouler des fils de 0,15 mm.

Pour construire un entraînement manuel, vous aurez besoin d'un grand engrenage et d'une poignée, qui sont fixés au moyen d'une pince de serrage sur l'arbre supérieur. Grâce à l'utilisation d'une pince de serrage, vous pouvez, si nécessaire, interrompre l'enroulement en fixant la poignée, empêchant ainsi le déroulement de la bobine.
Le compteur de fil pour la bobineuse est fabriqué à partir d'une calculatrice ordinaire. Vous aurez également besoin d'un aimant avec un capteur Reed (peut être acheté dans n'importe quel magasin de matériel radio), dont les fils doivent être connectés aux contacts de la calculatrice sur le bouton « = ».
2.1 Comment travailler sur une machine maison ?
Alors, le matériel est prêt, comment travailler dessus ? Pour installer le cadre d'enroulement, il est nécessaire d'étendre l'arbre supérieur de la douille de montage jusqu'à une longueur égale à la longueur du cadre. Ensuite, le disque droit et le mandrin de la bobine sont montés sur l'arbre, au-dessus duquel la bobine elle-même est posée. L'étape suivante consiste à installer le disque gauche et à visser l'écrou, après quoi tout est installé dans sa position d'origine.

Un clou est placé dans le trou de l'arbre supérieur et le cadre est centré, après quoi le cadre est serré avec un écrou. D'autres opérations sont effectuées dans l'ordre suivant :
- Une poulie de diamètre approprié est placée sur l'arbre d'alimentation.
- En faisant tourner la poulie, l'empileur se déplace vers la position extrême, sur l'un des côtés de la bobine.
- Une courroie métallique est placée sur la poulie - en anneau ou en huit. L'extrémité du fil doit être enfilée sous l'arbre central, placée dans la goulotte du gerbeur et fixée au châssis. La tension du fil est réglée à l'aide de pinces sur le manipulateur.
- Au début du remontage, la combinaison « 1+1 » est saisie sur la calculatrice, après quoi la poignée est tournée. À chaque tour complet de l'arbre, la calculatrice augmentera indépendamment le nombre sur l'écran d'un, comptant ainsi le nombre de tours du fil.
Étant donné que cet équipement dispose d'un dispositif extrêmement simple qui ne dispose d'aucun type de contrôleur de commande de la bobineuse, pendant le fonctionnement, vous devrez surveiller en permanence la bobine et, si nécessaire, ajuster manuellement le câble sur le châssis.

Si vous souhaitez rendre la machine plus fonctionnelle, vous devrez compliquer la conception en y ajoutant un contrôleur. Cela vous permettra d'automatiser le flux de travail, cependant, pour un appairage entièrement mécanique, vous devez installer un moteur pas à pas dans le contrôleur (un entraînement ordinaire de 24 volts fonctionnant en mode 44 à 60 pas par tour fera l'affaire). Les transistors de puissance de ce kit sont sélectionnés en fonction des caractéristiques du moteur. L'appareil ATmega8 est idéal comme contrôleur ; vous pouvez l'acheter pour 150 à 200 roubles.