Dar puteți construi un numărător pe un singur cip - un microcontroler programabil universal care include o varietate de dispozitive periferice și este capabil să rezolve o gamă foarte largă de probleme. Multe microcontrolere au o zonă de memorie specială - EEPROM. Datele scrise în el (inclusiv în timpul execuției programului), de exemplu, rezultatul de numărare curent, sunt salvate chiar și după oprirea alimentării.
Contorul propus folosește microcontrolerul Attiny2313 din familia AVR de la Almel. Dispozitivul implementează numărătoarea inversă, afișând rezultatul cu anularea nesemnificativului
stup la patru biți indicator cu LED, stocând rezultatul în EEPROM atunci când alimentarea este oprită. Un comparator analogic încorporat în microcontroler este utilizat pentru a detecta în timp util o scădere a tensiunii de alimentare. Contorul își amintește rezultatul numărării atunci când alimentarea este oprită, restabilindu-l când este pornit și, în mod similar cu un contor mecanic, este echipat cu un buton de resetare.
Circuitul de contor este prezentat în figură. Șase linii ale portului B (РВ2-РВ7) și cinci linii ale portului D (PDO, PD1, PD4-PD6) sunt utilizate pentru a organiza indicarea dinamică a rezultatului numărării pe indicatorul LED HL1. Încărcările colectoare ale fototranzistoarelor VT1 și VT2 sunt rezistențe încorporate în microcontroler și activate de software care conectează pinii corespunzători ai microcontrolerului la circuitul său de alimentare.
O creștere a rezultatului de numărare N cu unu are loc în momentul întreruperii conexiunii optice dintre dioda emițătoare VD1 și fototranzistorul VT1, ceea ce creează o diferență de nivel crescândă la intrarea INT0 a microcontrolerului. În acest caz, nivelul la intrarea INT1 trebuie să fie scăzut, adică fototranzistorul VT2 trebuie să fie iluminat de dioda emițătoare VD2. În momentul unui diferenţial în creştere la intrarea INT1 şi a unui nivel scăzut la intrarea INT0, rezultatul va scădea cu unu. Alte combinații de niveluri și diferențele lor la intrările INT0 și INT1 nu modifică rezultatul numărării.
La atingere valoare maximă Numărarea 9999 continuă de la zero. Scăderea unuia din valoarea zero dă rezultatul 9999. Dacă nu este necesară numărătoarea inversă, puteți exclude din contor dioda emițătoare VD2 și fototranzistorul VT2 și conectați intrarea INT1 a microcontrolerului la firul comun. Numărul va continua să crească.
După cum sa menționat deja, detectorul unei scăderi a tensiunii de alimentare este comparatorul analogic încorporat în microcontroler. Acesta compară tensiunea nestabilizată la ieșirea redresorului (punte de diode VD3) cu tensiunea stabilizată la ieșirea stabilizatorului integrat DA1. Programul verifică ciclic starea comparatorului. După ce contorul este deconectat de la rețea, tensiunea de pe condensatorul filtrului redresor C1 scade, iar tensiunea stabilizată rămâne neschimbată pentru o perioadă de timp. Rezistoarele R2-R4 sunt selectate după cum urmează. că starea comparatorului în această situaţie este inversată. După ce a detectat acest lucru, programul reușește să scrie rezultatul de numărare curent în EEPROM-ul microcontrolerului chiar înainte ca acesta să nu mai funcționeze din cauza opririi alimentării. Data viitoare când îl porniți, programul va citi numărul scris în EERROM și îl va afișa pe indicator. Numărarea va continua de la această valoare.
Datorită numărului limitat de pini de microcontroler, pentru a conecta butonul SB1, care resetează contorul, a fost folosit pinul 13, care servește ca intrare analogică inversă a comparatorului (AIM) și în același timp ca intrare „digitală” a PB1. Divizorul de tensiune (rezistoare R4, R5) setează aici nivelul perceput de microcontroler ca fiind logic ridicat.Când apăsați butonul SB1, acesta va deveni scăzut. Acest lucru nu va afecta starea comparatorului, deoarece tensiunea de la intrarea AIN0 este încă mai mare decât cea de la AIN1.
Când butonul SB1 este apăsat, programul afișează un semn minus în toate cifrele indicatorului și, după eliberarea acestuia, începe să numere de la zero. Dacă opriți alimentarea contorului în timp ce butonul este apăsat, rezultatul curent nu va fi scris în EEPROM, iar valoarea stocată acolo va rămâne aceeași.
Programul este conceput astfel încât să poată fi adaptat cu ușurință la un contor cu alți indicatori (de exemplu, cu catozi comuni), cu cablaje diferite placă de circuit imprimat etc. O ușoară corectare a programului va fi necesară și atunci când se utilizează un rezonator cu cuarț la o frecvență care diferă cu mai mult de 1 MHz de cea specificată.
Când tensiunea sursei este de 15 V, măsurați tensiunea la pinii 12 și 13 ai panoului microcontrolerului în raport cu firul comun (pin 10). Primul ar trebui să fie în intervalul 4...4,5 V, iar al doilea ar trebui să fie mai mare de 3,5 V, dar mai mic decât primul. Apoi, tensiunea sursei este redusă treptat. Când scade la 9... 10 V, diferența de valori de tensiune la pinii 12 și 13 ar trebui să devină zero și apoi să schimbe semnul.
Acum puteți instala microcontrolerul programat în panou, conectați transformatorul și aplicați acestuia tensiune de rețea. După 1,5...2 s trebuie să apăsați butonul SB1. Indicatorul contor va afișa numărul 0. Dacă nu este afișat nimic pe indicator, verificați din nou valorile tensiunii la intrările AIN0.AIN1 ale microcontrolerului. Prima trebuie să fie mai mare decât a doua.


Când contorul a fost lansat cu succes, nu mai rămâne decât să verificați corectitudinea numărării prin umbrirea alternativă a fototranzistoarelor cu o placă opaca la razele IR. Pentru contrast mai mare Este recomandabil să acoperiți indicatoarele cu un filtru roșu din sticlă organică.

De asemenea, dacă cineva asamblează un contor pe Atiny2313 fără cuarț,
Am programat sigurantele asa
Sursa ASM
Firmware
În practica radioamatorilor, este adesea nevoia de a înfășura/bobina diferite înfășurări ale transformatoarelor, bobinelor, releelor etc.
La dezvoltarea acestei mașini, au fost stabilite următoarele sarcini:
1. Dimensiuni mici.
2. Pornire lină a axului.
3. Contorați până la 10.000 de ture (9999).
4. Înfăşurare cu pozare automată a sârmei. Pasul de pozare (diametrul firului) 0,02 - 0,4 mm.
5. Posibilitatea de înfăşurare a înfăşurărilor secţionale fără reconfigurare.
6. Posibilitate de fixare și bobinare a ramelor fără orificiu central.

Poza 1.
Vedere exterioară a mașinii de bobinat.
Compoziția mașinii de bobinat.
1. Bobina de alimentare (bobina de sârmă).
2. Frânare (mecanism de frânare).
3. Motor pas cu pas pentru centrarea bobinei.
4. Ghiduri de mobilier cu bile.
5. Obturator al senzorilor optici ai mecanismului de centrare a bobinei.
6. Mâner pentru mutarea poziţionerului într-o altă secţiune la înfăşurarea înfăşurărilor secţionale.
7. Butoane pentru comutarea manuală a direcției de așezare.
8. LED-uri pentru direcția de așezare.
9. Motor pas cu pas poziționator.
10. Obturatoare ale senzorilor de delimitare a înfășurării optice.
11. Șurub de poziționare.
12. Ghiduri de mobilier cu bile.
13. Bobina de bobinare.
14. Motor de bobinaj.
15. Contor de ture.
16. Butoane de setare.
17. Senzor de sincronizare optică.
18. Controler de viteză.
Dispozitiv și principiu de funcționare.
Unitate de hrănire.
Unitatea de alimentare este proiectată să atașeze o bobină de sârmă de diferite dimensiuni și să asigure tensiune pe sârmă.
Include un mecanism de fixare a bobinei și un mecanism de frânare a arborelui.

Figura 2.
Unitate de hrănire.
Frânare.
Fără frânarea bobinei de alimentare, înfășurarea firului de pe rame va fi slăbită și înfășurarea de înaltă calitate nu va funcționa. Banda de pâslă „2” încetinește tamburul „1”. Rotirea pârghiei „3” strânge arcul „4” - reglarea forței de frânare. Pentru diferite grosimi de sârmă, frânarea proprie este reglată. Aici sunt folosite piese VCR disponibile.

Figura 3.
Mecanism de frânare.
Centrarea bobinei.
Dimensiunile reduse ale mașinii și amplasarea în imediata apropiere a bobinei de bobinare și a bobinei de alimentare cu sârmă au necesitat introducerea unui mecanism suplimentar de centrare a bobinei de alimentare.


Figura 4, 5.
Mecanism de centrare.
La înfășurarea bobinei, firul de la bobină acționează asupra perdelei „5”, realizată sub forma unei „furci” și motor pas cu pas„3”, printr-o cutie de viteze cu diviziunea 6 și o curea dințată, de-a lungul ghidajelor cu role „4”, mișcă automat bobina în direcția dorită.
Astfel, firul este întotdeauna în centru, vezi Fig. 4, Fig. 5:

Figura 6.
Senzori, vedere din spate.
Compoziția și proiectarea senzorilor.
19. Senzori optici pentru mecanismul de centrare a bobinei.
5. O perdea care acoperă senzorii mecanismului de centrare a bobinei.
20. Perdele care acoperă senzorii de comutare a direcției poziționării.
21. Senzori optici pentru comutarea directiei pozitionatorului.
Poziționer.
Perdele „20” fig. 6 - este setată limita de înfășurare. Motorul pas cu pas deplasează mecanismul de stivuitor până când perdeaua blochează unul dintre senzorii „21” fig. 6, după care se schimbă direcția de așezare.
Puteți schimba oricând direcția de așezare folosind butoanele „1” fig. 7.

Figura 7.
Stivuitor.
Viteza de rotație a motorului pas cu pas „9” fig. 7, sincronizat cu ajutorul senzorului „10”, „11” Fig. 8, cu rotația bobinei bobinate și depinde de diametrul firului setat în meniu. Diametrul firului poate fi setat la 0,02 - 0,4 mm. Folosind butonul „8” fig. 7, puteți muta întregul poziționator în lateral fără a modifica limitele înfășurării. În acest fel, este posibilă bobinarea unei alte secțiuni în cadre cu mai multe secțiuni.

Figura 8.
Optosenzor.
Compoziția poziționerului și opto-senzorului (Fig. 7-8).
1. Butoane pentru comutarea manuală a direcției de așezare.
2. LED-uri pentru direcția de așezare.
3. Perdele care acoperă senzorii de comutare a direcției poziționării.
4. Rulment liniar.
5. Nuca Caprolon.
6. Şurub de plumb. Diametru 8 mm, pas filet 1,25 mm.
7. Ghiduri de mobilier cu bile.
8. Mâner pentru mutarea poziţionerului în altă secţiune la înfăşurarea înfăşurărilor secţionale.
9. Motor pas cu pas.
10. Senzor optic de sincronizare.
11. Disc care acoperă senzorul de sincronizare. 18 sloturi.
Nod de primire.

Figura 9.
Nod de primire.


Figura 10, 11.
Nod de primire.
1. Rotire contor.
2. Motor de mare viteză comutator.
3. Angrenaj reductor.
4. Butonul „Resetare contor”.
5. Reglarea vitezei.
6. Comutator „Pornire înfășurare”.
7. Fixarea bobinei de bobinare.
Rotirea bobinei bobinate este produsă de un motor de comutator de mare viteză printr-o cutie de viteze.
Cutia de viteze este formată din trei trepte cu un pas total de 18. Aceasta asigură cuplul necesar la turații mici.
Viteza motorului este reglată prin schimbarea tensiunii de alimentare.

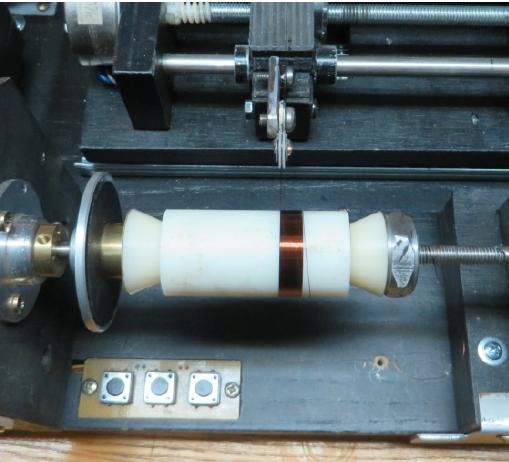
Figura 12, 13.
Fixarea unui cadru cu o gaură.
Designul unității de primire vă permite să fixați ambele cadre cu o gaură centrală și cadre fără astfel de găuri, ceea ce este clar vizibil în figuri.


Figura 14, 15.
Fixarea unui cadru fără gaură.
Schema electrica.

Figura 16.
Circuitul electric al mașinii de bobinat.
Toate procesele mașinii sunt controlate de un microcontroler PIC16F877.
Indicarea numărului de spire și a diametrului firului este afișată pe un indicator LED din patru cifre. Când butonul „D” este apăsat, este afișat diametrul firului; atunci când este apăsat, este afișat numărul de spire.
Pentru a modifica diametrul firului, apăsați butonul „D” și utilizați butoanele „+”, „-” pentru a modifica valoarea. Valoarea setată este salvată automat în EEPROM. Butonul „Zero” - resetează contorul. Conectorul „ISCP” este folosit pentru programarea microcontrolerului.
P.S. Nu există desene mecanice deoarece dispozitivul a fost fabricat într-un singur exemplar, iar designul a fost format în timpul procesului de asamblare.
În acest proiect, s-au folosit elemente și ansambluri dezasamblate (nemarcate) de la VCR și imprimante.
În niciun caz nu insist pe repetarea exactă a acestui design, ci doar pe utilizarea oricăror noduri din acesta în design-ul meu.
Repetiţie a acestui dispozitiv eventual de radioamatori cu experiență, care au abilități mecanice și sunt capabili să schimbe designul pentru a se potrivi cu piesele lor mecanice existente.
Partea mecanică, în consecință, poate fi implementată diferit.
Cutiile de viteze de pe motoare pot avea o diviziune diferită.
Elemente critice:
Pentru ca programul să funcționeze corect, trebuie îndeplinite o serie de condiții și anume;
Senzorul optic „17” Fig. 1., poate avea un design diferit, dar trebuie să aibă 18 găuri.
Șurubul de poziționare trebuie să aibă un pas de 1,25 mm - acesta este un pas standard pentru un șurub cu un diametru de 8 mm.
Motor pas cu pas pozitionator 48 de pasi/revolutie, 7,5 grade/pas - acestea sunt cele mai comune motoare in echipamentele de birou.
Video demonstrativ al mașinii:
Mai jos în atașament (în arhivă) sunt colectate toate fișierele și materialele necesare pentru asamblarea mașinii de bobinat.
Dacă cineva are întrebări legate de asamblare și configurare, vă rugăm să le întrebați pe forum. Voi încerca să răspund și să ajut dacă se poate.
Vă doresc tuturor mult succes în creativitate și toate cele bune!
Arhiva „Mașină de bobinat”
Și nu m-am gândit la nimic până când mi-a atras atenția un simplu dispozitiv de numărare. Nu exista nicio îndoială că ar trebui să fie adaptat pentru numărarea numărului de spire ale firului înfășurat pe bobinele transformatorului, deoarece nu există o plăcere mai mare decât să te gândești la altceva în timp ce faci un lucru. Este posibil ca a fi într-o stare de concentrare completă (asemănătoare cu transă) si in acelasi timp tamburina numara turele, este posibil? Și nu este greu de adaptat. Precum și găsirea aceluiași lucru sau ceva asemănător. Există o mulțime de contoare diferite acum și chiar și unul defect va face. Mai mult decât atât, la început trebuie să-l „destripați” cu atenție, amintindu-vă de pozițiile relative ale pieselor (sau mai bine zis, fotografiați totul) și să aruncați tot ce nu este necesar.
Așadar, din conținutul intern lăsăm roțile digitale, angrenajele, osiile pentru montarea lor și suporturile de osie, pe care le asamblam „la loc” (modul în care stăteau înainte de dezasamblare). Este recomandabil să lipiți axele în rack-ul din stânga. Pe roți digitale, lângă gaura centrala Mai există unul - unul de asamblare, cu care roata este pusă pe un știft (un fir neted și elastic care se scoate înainte de instalarea capacului). Fără acest asistent nimic nu va funcționa. Totodată, înainte de a atașa cel de-al doilea rack, nu uitați să puneți pe roata motoare o curea de cauciuc (de preferință plată) de o lungime adecvată.

În partea de jos și în capac, în centru, facem găuri traversante (de exemplu, 3 mm în diametru) pentru a le fixa în continuare cu un șurub și piuliță. Acest lucru este necesar, deoarece în timpul funcționării vor exista vibrații ale structurii, timp în care tot ceea ce am asamblat se va destrama (verificat) în mod constant. De asemenea, se face o tăietură în capac cu o lățime puțin mai mică (pentru ca centura să nu zboare) a roții digitale de antrenare și o lungime pe întregul capac. Mai multe sau două găuri în peretele lateral al capacului nu vor fi de prisos; vor fi utile atunci când îl instalați pe loc, deoarece în acest caz trebuie să introduceți fantele superioare de pe rafturi în canelurile corespunzătoare (apropo, stânga și dreapta marimi diferite– a nu se confunda) în interiorul capacului. Folosiți o șurubelniță pentru a o ghida prin ele. În partea de jos, trebuie să furnizați câteva găuri pentru atașarea întregii structuri deja asamblate la dispozitivul de înfășurare cu șuruburi sau șuruburi.

Cum și unde să atașați contorul asamblat la dispozitivul de bobinare - libertate deplină a creativității. Dar conexiunea lor de lucru este astfel:

Un scripete (aceasta este ideal) sau o bucșă din plastic moale cu un diametru interior puțin mai mic de 6 mm (pentru a se potrivi sub tensiune) și un diametru exterior la care o tură a arborelui de antrenare va corespunde unei ture a contorului. roata digitală de antrenare este instalată pe arborele de antrenare al dispozitivului de bobinare. Cea mai simplă opțiune este să înfășurați o bandă adezivă îngustă de o grosime suficientă (să zicem până la un diametru de 20 mm) pe un tub adecvat de clorură de vinil sau de plastic gros de 10 mm (să zicem, bandă electrică, dar mai rău) și începeți montarea, dacă necesar, derulând sau rebobinând banda la grosimea optimă.

Pe scurt, atingem raportul raportului de transmisie Unu la unu. Fără a persista în mod deosebit, am reușit să fac o eroare de +1 tură la 150 de rotații ale arborelui dispozitivului de bobinare. Ei bine, o eroare cunoscută exclude complet un rezultat nesatisfăcător al lucrării. Acum, în timp ce lucrezi, poți să visezi, să cânți cântece și, dacă este necesar, să respingi în mod adecvat atacurile altor membri ai familiei. Cu urări de succes, Babay.
Discutați articolul TURN COUNTER
S-a întâmplat că am avut nevoia să înfășuram transformatorul, totul ar fi bine, dar pur și simplu nu aveam suficientă mașină - de aici a început totul! O căutare pe internet a dat ceva opțiuni posibile construcție de mașini-unelte, dar ceea ce m-a derutat a fost că numărarea spirelor se face din nou cu un numărător mecanic luat de la un vitezometru sau un magnetofon vechi, precum și întrerupătoare cu lamelă cu calculatoare. Hm…. Nu aveam absolut nevoie de mecanică, în ceea ce privește un contor, nu am vitezometre de demontat și nici calculatoare în plus. Da, și așa cum a spus tovarășul. Serega de la RadioKat: " Ingineri electronici buni, adesea mecanici proai! Poate că nu sunt cel mai bun inginer electronic, dar cu siguranță sunt un mecanic prost.
Prin urmare, m-am hotărât să mă încurc contor electronic, și încredințează familiei dezvoltarea întregii părți mecanice a dispozitivului (din fericire, tatăl și fratele meu sunt ași în mecanică).
După ce am evaluat de la un loc la altul, am decis că 4 cifre de indicatori ar fi suficiente pentru mine - asta nu este mult - nu puțin, ci 10.000 de ture. Întreaga mizerie va fi controlată de un controler, dar mi s-a părut că ATtiny2313 și ATmega8 preferatele mele nu au fost absolut comme il faut să mă bag într-un dispozitiv atât de lipsit de valoare, sarcina este simplă și trebuie rezolvată simplu. Prin urmare, vom folosi ATtiny13 - probabil cel mai „moar” MK care este în vânzare astăzi (nu iau PIC-uri sau MCS-51 - le pot programa doar, dar nu știu cum să scriu programe pentru ele) . Această fetiță nu are destule picioare, așa că nimeni nu ne împiedică să-i atașăm registre de schimbător! Am decis să folosesc un senzor Hall ca senzor de viteză.
Am schițat o diagramă:
Nu am menționat butoanele imediat - dar unde am fi fără ele? Câte 4 bucăți în plus față de resetare (S1).
S2 - pornește modul de înfășurare (modul este setat implicit) - cu fiecare rotație a axei cu bobina va crește valoarea numărului de spire cu 1
S3 - modul de înfășurare, în consecință, cu fiecare rotație, va scădea valoarea cu 1. Puteți înfășura maximul până la „0” - nu se va înfășura la minus :)
S4 - citirea informațiilor stocate în EEPROM.
S5 - scrierea valorii curente + modul în EEPROM.
Desigur, trebuie să ne amintim să apăsăm butonul de înfășurare dacă urmează să înfășurăm viraje, altfel se vor aplatiza. A fost posibil să instalați 3 senzori Hall sau un valcoder în loc de 1 și să schimbați programul controlerului astfel încât acesta să aleagă singur sensul de rotație, dar cred că în acest caz nu este necesar.
Acum nu prea mult conform schemei:
După cum puteți vedea, nu există nimic supranatural în ea. Toată această rușine este alimentată de 5V, curentul consumă ceva în regiunea de 85mA.
Din senzorul hall TLE4905L (puteți încerca să conectați altul, am ales pe principiul „orice este mai ieftin și disponibil”), semnalul este trimis la controler, se generează o întrerupere și se modifică valoarea curentă, în funcție de modul selectat. Controlerul trimite informații către registrele de deplasare, din care acestea, la rândul lor, sunt trimise către indicatoare cu șapte segmente sau către tastatură. Am folosit anozi cu șapte segmente cu catod comun, am avut imediat un cvartet într-un singur caz, dar nu-i deranjează nimeni pe cei care vor să înșurubeze 2 anozi dubli sau 4 simple conectați în paralel. Punctul de pe indicatoare nu este folosit; prin urmare, pinul H (dp) atârnă în aer. Indicatorii funcționează în modul dinamic, astfel încât rezistența în R3-R9 este mai mică decât valoarea calculată. Driverele pentru indicatoare sunt asamblate pe tranzistoarele VT1-VT4. Era posibil să folosesc microcircuite specializate precum ULN2803, dar m-am hotărât pe tranzistori, din simplul motiv că le-am acumulat - „ca murdăria”, unii dintre ei sunt mai vechi decât mine.
Butoane S2-S4 - tastatură matriceală. „Ieșirile” butoanelor atârnă de aceiași conductori ca și intrările de registru, fapt este că, după trimiterea datelor de la controler la registre, poate exista un semnal de orice nivel la intrările SHcp și Ds, iar acest lucru nu va afectează în orice fel conținutul registrelor. „Intrarile” butoanelor atârnă de ieșirile registrelor, transferul de informații are loc aproximativ după cum urmează: mai întâi, controlerul trimite informații la registre pentru transferul ulterior către indicatoare, apoi trimite informații pentru a scana butoanele. Rezistoarele R14-R15 sunt necesare pentru a preveni „luptele” între picioarele registrelor/controlerului. Trimiterea informațiilor pe afișaj și scanarea tastaturii are loc la o frecvență înaltă (generatorul intern din Tini13 este setat la 9,6 MHz), în consecință, indiferent cât de repede încercăm să apăsăm și să eliberăm butonul, în timpul apăsării acolo. vor fi multe operații și, în consecință, zeroul de la buton va merge spre cel de întâlnire de la controlor. Ei bine, un lucru atât de neplăcut precum zdrăngănitul contactelor butonului din nou.
Folosind rezistențele R16-R17, ne tragem tastatura la sursa de alimentare +, astfel încât în timpul inactiv, o stare 1 și nu o stare Z ar veni de la ieșirile tastaturii la intrările controlerului, ceea ce ar duce la false pozitive. Era posibil să mă descurc fără aceste rezistențe; există destule rezistențe interne de tracțiune în MK, dar nu m-am putut decide să le scot - Dumnezeu îi protejează pe cei atenți.
Conform schemei, asta pare să fie tot; pentru cei interesați, ofer o listă de componente. Permiteți-mi să fac imediat o rezervă că denumirile pot diferi într-o direcție sau alta.
IC1 este un microcontroler ATtiny13, poate fi folosit cu litera V. Pinout-ul pentru versiunea SOIC este același ca în diagramă. Dacă cineva dorește să folosească QFN/MLF în acest caz, fișa de date va fi în mâinile lor.
IC2-IC3 - registre de deplasare pe 8 biți cu un blocaj la ieșire - 74HC595, pe placa de breadboard pe care am folosit-o în pachetele DIP pe placă în dispozitivul finit în SOIC. Pinout-ul este același.
IC4 este un senzor Hall digital unipolar TLE4905L. Cablajul conform fișei de date este R2 - 1k2, C2-C3 cu 4n7. Când instalați senzorul pe mașină, verificați la ce parte a magnetului răspunde.
C1, C4 și C5 sunt condensatoare de filtrare a sursei de alimentare, am instalat 100n fiecare, trebuie instalate cât mai aproape de pinii de alimentare ai microcircuitelor.
R1 - cu un rezistor tragem piciorul de resetare la sursa de alimentare, 300 Ohm - și așa mai departe. Pariez pe 1k.
R3-R9 - rezistențe limitatoare de curent pentru indicatoare. 33 Ohm - 100 Ohm, cu cât rezistența este mai mare, cu atât lumina va fi mai slabă.
R10-R13 - limitați curentul în circuitele de bază ale tranzistorului. Pe placă erau 510 ohmi și am înșurubat 430 ohmi în placă.
VT1-VT4 - KT315 cu orice indici de litere, poate fi înlocuit cu KT3102, KT503 și analogi.
R14-R15, așa cum este scris mai sus, pentru a preveni „lupta”, cred că îl puteți seta de la 1k și mai mult, dar nu îl ridicați peste 4k7. Cu R16-R17 egal cu 300 Ohm, rezistență totală Rezistoarele conectate în serie nu trebuie să depășească 5k; în timpul experimentelor mele, cu creșterea rezistenței peste 5k, au apărut activări false ale butoanelor.
După verificarea funcționării contorului pe placa, este timpul să asamblați piesa hardware într-un „dispozitiv complet”.
Placa a fost așezată în SL și, cel mai probabil, nu a fost așezată optim - am adaptat-o la piesele existente, mi-a fost prea lene să merg la piață să cumpăr altele. În general, l-am întins, l-am imprimat pe folie Lomond transparentă pe o singură față pentru alb-negru imprimante laser. Tipărit în negativ, în 2 exemplare. Negativ - pentru că urma să fac PP folosind film fotorezistent și, la rândul său, este NEGATIV. Și în 2 exemplare - astfel încât atunci când sunt combinate, obțineți cel mai opac strat de toner. De asemenea, nu am nicio dorință pentru o cutie de aerosoli TRANSPARENT 21
Cumpără.
Combinăm măștile foto, expunându-le „la lumină”, astfel încât găurile să se alinieze perfect și le fixăm cu un capsator obișnuit - această procedură trebuie abordată în mod responsabil, calitatea viitoarei plăci depinde în mare măsură de aceasta.
Acum trebuie să pregătim folia PCB. Unii îl freacă cu șmirghel fin, alții cu o radieră, dar în ultima vreme prefer următoarele opțiuni:
1. Dacă cuprul nu este prea murdar cu oxizi, ștergeți-l doar cu un tampon înmuiat în amoniac - o, gunoi împuțit, vă spun, nu-mi place această activitate, dar este rapidă. În mod ideal, cuprul nu va străluci după aceasta, dar alcoolul va spăla oxizii și placa va fi gravată.
2. Dacă cuprul este destul de murdar, îl lustruiesc cu o roată din pâslă. Îl atârn pe burghiu și voila. Nu este nevoie să fii deosebit de zelos aici; nu folosesc pastă GOI; pentru gravarea ulterioară, este suficient doar un cerc de pâslă. Rapid și eficient.
În general, l-am pregătit - nu pot posta o fotografie, infecția strălucește ca o oglindă și nimic nu este vizibil în fotografie, sunt și un fotograf prost.
Ei bine, atunci vom rula fotorezistul.
Trebuie să recunosc că fotorezistul meu a depășit data de expirare și câinele refuză să se lipească de scândură, așa că trebuie să încălzesc mai întâi placa. Îl încălzesc cu un uscător de păr, dar poți folosi și un fier de călcat. Ar fi bine, desigur, să aveți un laminator în aceste scopuri, dar:
- aluatul imi pare rau de el acum
- când nu mă deranjează aluatul, eram doar prost de lene :)
Rulăm fotorezistul pe placa fierbinte, amintindu-ne să scoatem folie protectoare. Încercăm să facem acest lucru cât mai atent posibil, astfel încât să nu existe bule de aer între placă și fotorezist. Să te lupți cu ei mai târziu este un fund separat. Dacă apar bule, le străpung cu un ac.
Puteți să vă rostogoliți în orice iluminare și să nu vă implicați în prostii, amintindu-vă de fotografi amatori, principalul lucru în afacerea noastră este absența luminii solare și a altor surse de radiații ultraviolete.
După moletare, încălzesc placa cu un fier de călcat fierbinte printr-un ziar, aceasta întărește bulele perforate, iar fotorezistul se lipește strâns.
Apoi, punem șablonul pe tablă, aici tabla este cu două fețe, așa că șablonul va fi pe ambele părți ale tablei. Așezăm acest „sandwich” pe o foaie de plexiglas și îl apăsăm cu a doua foaie deasupra. Sunt necesare 2 foi, astfel încât, după expunerea unei laturi, să puteți întoarce cu atenție placa fără a muta fotomasca.
Să-l aprindem din cealaltă parte. Eu folosesc această lampă:
Iluminez de la o distanță de aproximativ 150mm timp de 7 minute (distanța și timpul sunt selectate experimental).
Apoi, pregătiți o soluție slabă alcalină - o linguriță de sodă la jumătate de litru de apă. Temperatura apei nu este importantă. Se amestecă până se dizolvă toată soda. Această soluție nu este periculoasă pentru mâinile tale; se simte ca apă cu săpun la atingere.
Îndepărtăm folia de protecție de pe placa noastră și o aruncăm în soluție, după care începem să o frecăm activ cu o perie - dar nu apăsăm prea tare pentru a nu rupe șinele. Desigur, nu o puteți freca, dar există o opțiune de a spăla fotorezistul:
- pentru o lungă perioadă de timp
- totul va fi spălat
dar nici una, nici alta nu ne convine, deci trei.
obținem ceva asemănător:
Clătim placa cu apă, nu turnăm soluția - vom avea nevoie de ea mai târziu. Dacă în timpul dezvoltării plăcii unele piste s-au dezlipit sau bulele de aer au stricat pistele, trebuie să retușați aceste locuri cu lac tsapon sau un marker special. Apoi gravam tabla. Eu folosesc clorură ferică.
După gravare, clătim din nou placa cu apă și o aruncăm înapoi în soluția alcalină pentru a spăla fotorezistul care nu mai este necesar. O oră este suficientă.
Apoi ne prostim. Pentru plăci de circuite mici sau foarte bijuterie, folosesc aliaj Rose; pentru plăci de circuite, pur și simplu ung tabla peste placa de circuite cu un fier de lipit cu vârf plat. În acest caz, este logic să acoperiți placa cu flux; folosesc colofoniu-alcool obișnuit.
Unora li se poate părea că căile nu au ieșit foarte netede - căile au ieșit netede :) acesta este costul metodei de cositorire cu fier de lipit, tabla nu se întinde uniform.
În versiunea finită nu există un buton de resetare - ei bine, nu am avut de unde să-l lipesc pe placă, așa că nu este suficient spațiu, iar dacă MK îngheață, atunci voi opri alimentarea și o voi porni din nou. În circuitul de alimentare a apărut și o diodă - protecție împotriva inversării polarității. În ceea ce privește restul pieselor, le-am folosit doar pe cele care erau la îndemână, motiv pentru care există atât SMD, cât și carcase obișnuite.
Atașăm un senzor la partea staționară a mașinii și instalăm un magnet pe axa de rotație, astfel încât la rotire să treacă la 3-5 mm de senzor. Ei bine, hai sa-l folosim :)
Asta e totul sigur acum, vă mulțumesc tuturor pentru atenție și tovarăși GP1Și Avreal pentru asistență în dezvoltare.
Pentru toți radioamatorii sau entuziaștii interesați de echipamente de reproducere a sunetului, o mașină de bobinat este un echipament extrem de popular. Astfel de dispozitive sunt utilizate pentru înfășurarea bobinelor cilindrice cu un singur strat și multistrat pentru transformatoare.
În acest articol vom studia proiectarea și principiul de funcționare al mașinii de bobinat și, de asemenea, vom lua în considerare instrucțiuni pas cu pas, în urma căruia puteți realiza astfel de echipamente cu propriile mâini.
1 Proiectare și principiu de funcționare
Mașina de bobinat este indispensabilă în producția de produse similare. Există două tipuri de astfel de unități - automate și manuale, în timp ce acestea din urmă nu sunt practic obișnuite în sectorul industrial din cauza funcționalității limitate.
Cu toate acestea, dimensiunile generale, greutatea mare și costul bobinatoarelor automate le fac inaplicabile în viața de zi cu zi, așa că este mai bine să obțineți o mașină manuală pentru casa dvs. Designul standard al unui astfel de dispozitiv constă din următoarele elemente:
- un cadru de susținere din doi stâlpi verticali din metal sau lemn, între care se fixează axe orizontale (pe stâlpul central - pentru plăcile cu roată, pe cel exterior - pentru bobina propriu-zisă);
- angrenaje mari și mici care transmit cuplul mulinetei;
- un mâner fixat pe un angrenaj mare, prin care se rotește axa cu tamburul;
- elemente de fixare - șuruburi și piulițe.
![]()
Principiul de funcționare a unui astfel de dispozitiv este extrem de simplu - rotirea mânerului duce la înfășurarea unui fir sau cablu pe un cadru rotativ; ghidajul stivuitorului, care mișcă firul într-un plan orizontal, este responsabil pentru uniformitatea înfășurării.
Monitorizarea numărului de ture se poate face atât vizual, cât și folosind contoare speciale, dintre care cel mai simplu este un kilometraj obișnuit pentru bicicletă. La mașinile mai avansate, un senzor magnetic special este folosit ca contor.
1.1 Mașini de reviste
Printre unitățile de înfășurare industriale, mașina de înfășurare a cablurilor SRN-05M3 este foarte populară. Acest model a fost pus în funcțiune pe vremea URSS și de atunci s-a dovedit bine datorită fiabilității și performanței sale ridicate. Pe piața secundară, SRN-05M3 poate fi găsit pentru 15-20 mii de ruble.

SRN-05M3 este din fontă, greutatea echipamentului este de 80 kg, dimensiunile sunt 877 * 840 * 142 cm.Mașina vă permite să înfășurați bobine cu un singur strat, cu două straturi și toroidale în modul de așezare automată. Diametrul minim al cablului este de 0,05 mm, cel maxim este de 0,5 mm. Unitatea este echipată cu un motor electric monofazat de tip UL-62, a cărui putere este de 0,18 kW. Cea mai mare viteză de rotație în timpul înfășurării este de 5100 rpm.

Pentru uz casnic cea mai buna alegere va exista o mașină manuală NZ-1 (China). În ciuda țării de origine, NZ-1 este un echipament destul de fiabil și funcțional. Unitatea este proiectată pentru bobinarea bobinelor cu un diametru de până la 150 mm, cu o lățime maximă de cel mult 100 mm. Raportul de transmisie este de 1:08 in mod rapidînfășurat și 1:0,1 în lent. Viteza maxima- nu mai mult de 1000 rpm.
NZ-1 este echipat cu un contor de filet de tip mecanic. Corpul este din metal, cadrul de sustinere este din fonta. Mașina este echipată cu un scripete, care vă permite să conectați un motor electric la acesta printr-o transmisie prin curea și să lucrați mod automat. Costul unui astfel de echipament variază între 4-5 mii de ruble.
1.2 Mașină de bobinat de casă (video)
2 Realizarea unei mașini de bobinat cu propriile mâini
Prezentat în aceasta sectiune articol, mașina de înfășurare a cablului vă permite să lucrați cu bobine pe un cadru pătrat, rotund și dreptunghiular cu o diagonală de până la 200 mm; poate fi echipat cu diferite scripete, ceea ce vă va permite să schimbați pasul de înfășurare în intervalul 0,3-3,2 mm.

Diagrama de mai jos arată cadrul mașinii. Pentru asamblarea cadrului se folosesc foi de metal cu grosimea de 15 mm (pentru bază) și 5 mm (pentru secțiunile laterale). Economisirea grosimii metalului nu este binevenită, deoarece duce la o scădere a greutății unității și, ca urmare, la o deteriorare a stabilității acesteia.
Va trebui să tăiați semifabricatele cadrului (dimensiunile sunt respectate) și să găuriți două găuri în ele, apoi părțile laterale sunt sudate pe placa de bază. Trebuie să montați 2 rulmenți în orificiul inferior și bucșe pentru arborele de rotație în orificiul superior.

Ca arbore, puteți folosi o bară de armare netedă de 12 mm, care trebuie mai întâi șlefuită și vopsită. Pentru manșonul de stivuitor, puteți lua o tijă cu un diametru de 10 mm, pe toată lungimea căreia este tăiat un fir de M12 standard * 1.0.
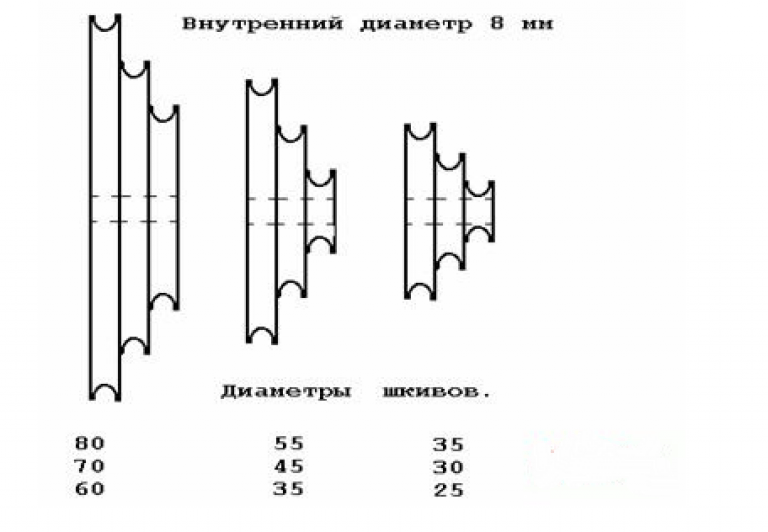
Este mai bine să faceți scripete triple, dar rețineți că grosimea lor totală nu trebuie să depășească 20 mm. Cu o grosime mai mare, va fi necesară creșterea suplimentară a lungimii arborilor cu o dimensiune similară. Combinația de scripete indicată în diagramă permite utilizarea a 54 de trepte de înfășurare diferite. Dacă trebuie să lucrați cu fire cu un diametru mai mic de 0,31 mm, veți avea nevoie de un scripete suplimentar de 12/16/20 mm, cu care puteți înfășura fire de 0,15 mm.

Pentru a construi o antrenare manuală, veți avea nevoie de un angrenaj mare și un mâner, care sunt fixate cu ajutorul unei cleme de clemă pe arborele superior. Datorită utilizării unui colț, puteți, dacă este necesar, să întrerupeți înfășurarea prin fixarea mânerului, împiedicând astfel derularea bobinei.
Contorul de fir pentru mașina de bobinat este realizat dintr-un calculator obișnuit. De asemenea, veți avea nevoie de un magnet cu un senzor de lame (poate fi cumpărat de la orice magazin de echipamente radio), ale cărui cabluri trebuie conectate la contactele calculatorului de pe butonul „=”.
2.1 Cum să lucrezi la o mașină de casă?
Deci, echipamentul este gata, cum se lucrează la el? Pentru a instala cadrul de înfășurare, este necesar să extindeți arborele superior de la soclul de montare la o lungime egală cu lungimea cadrului. Apoi, discul drept și dornul bobinei sunt montate pe arbore, deasupra căruia este pusă bobina în sine. Următorul pas este să instalați discul din stânga și să înșurubați piulița, după care totul este instalat în poziția inițială.

Se pune un cui în orificiul de pe arborele superior și se centrează cadrul, după care rama se prinde cu o piuliță. Operațiile ulterioare sunt efectuate în următoarea secvență:
- Pe arborele de alimentare este plasat un scripete cu diametrul adecvat.
- Prin rotirea scripetei, stivuitorul se deplasează în poziția extremă, pe una dintre părțile laterale ale bobinei.
- Pe scripete este pusă o curea de sârmă - într-un inel sau în figura opt. Capătul firului trebuie să fie filetat sub arborele din mijloc, plasat în jgheabul de stivuitor și fixat de cadru. Tensiunea firului este reglată cu ajutorul clemelor de pe dispozitivul de manipulare.
- La începutul înfășurării, combinația „1+1” este tastata pe calculator, după care mânerul este rotit. Cu fiecare rotație completă a arborelui, calculatorul va crește în mod independent numărul de pe ecran cu unul, numărând astfel numărul de spire ale firului.
Deoarece acest echipament dispune de un dispozitiv extrem de simplu care nu are niciun fel de controler de control al mașinii de bobinat, în timpul funcționării va trebui să monitorizați constant bobina și, dacă este necesar, să reglați manual cablul de pe cadru.

Dacă doriți să faceți mașina mai funcțională, va trebui să complicați designul prin adăugarea unui controler. Acest lucru vă va permite să automatizați fluxul de lucru, cu toate acestea, pentru o împerechere complet mecanică, trebuie să instalați un motor pas cu pas în controler (o unitate obișnuită de 24 de volți care funcționează în 44-60 de pași pe mod de revoluție va fi suficient). Tranzistoarele de putere pentru acest kit sunt selectate în funcție de caracteristicile motorului. Dispozitivul ATmega8 este ideal ca controler; îl puteți cumpăra pentru 150-200 de ruble.



